
Lubrication programs are offered by many lubricant suppliers and distributors. On a basic level, a lubrication program uses a specific issue or lubricant function as the focus of the program.
For example, the volume of an open gear lubricant applied to gears by an intermittent spray system is often adjustable. Lubricant consumption may be reduceable by turning down the product volume while still maintaining gear protection. The result is that the volume of open gear lubricant consumed is reduced and the amount of lubricant purchased can be reduced leading to a cost reduction.
Looking at another example, in the case of an open gear set which is experiencing higher than normal wear, noise, vibration and temperature, an experienced technician may suspect that too little lubricant is being used. The technician performs an audit, looking at gear size, speed, operating temperature, ambient temperature, lubrication system settings and other factors which enable him to determine the minimum lubrication requirements of the gear set. The technician’s first step may be to adjust the spray timer or injector output increasing open gear lubricant consumption or he may recommend that the customer change to a higher performing, more expensive lubricant. Both corrective actions increase the end user’s open gear lubricant cost. However, in the long run, the technician may have saved the customer a much larger amount of money by extending the life cycle or time to replacement of the gear and pinions and the costs associated with a premature gear changeout. This approach is moving away from a basic lubrication program and into the realm of lubrication management.
A good lubrication program manages parts-components-systems-machines. For example, a lubrication program may include the lubrication of (1) the electric motor bearings, (2) the gears and bearings of the gear case that it drives, (3) the pinion bearings of the open gear set, (4) the pinion and girth gear and (5) the trunnion bearings of a grinding mill. Items 1-4 encompass the parts and components of the mill drive system. The addition of Item 5, the trunnion bearings, represents the machine. A parts-components-system-machine lubrication audit can lead to immediate and long-term savings. Saving money is at the core of every lubrication management program.
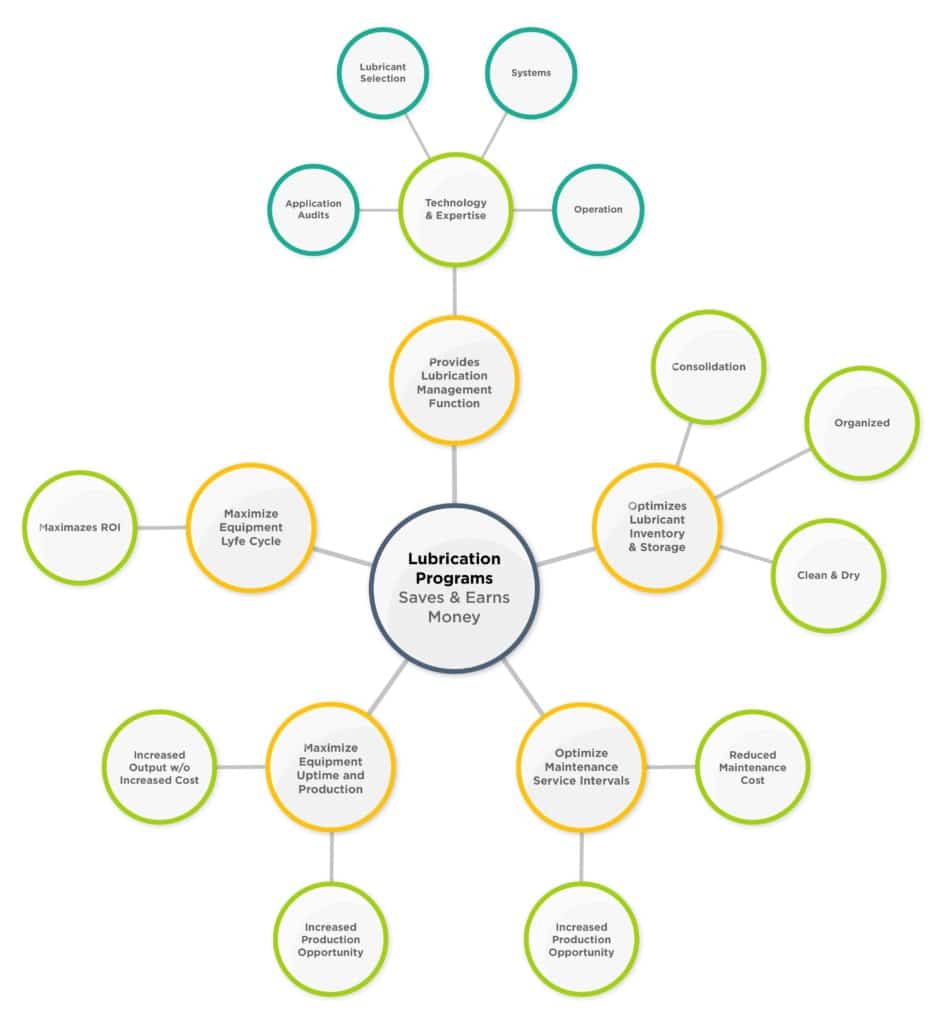
With the goal of saving money being the focus, a lubrication management program consists of five major functions. Sub-functions are also listed.
The Lubrication Management Function: Technology and Expertise
Application audits (The current state of equipment and lubrication.)
Lubricant selection (The selection of the correct lubricants based on the unit’s operating parameters and environment.)
Lubricant Application (The development and optimization of application methodologies are essential. Applying the correct lubricant in a way that meets and optimizes lubrication of the unit; the right amount of the right lubricant in the right place at the right time.)
Operations-the steady state (The steady state is the “normal” operation for prevailing conditions. If the prevailing conditions are poor than the steady state of operation cannot be optimized. The goal is to create a set of safe machine operating conditions to reach and maintain the optimum steady state and the desired level of production at a controlled cost.)
Lubricant Inventory and Storage
Lubricant consolidation (Consolidation does not mean reducing your operation to one grease and one oil for the entire operation. Consolidation is reducing the operation to its minimum number of required lubricants. For example, if you are using more than one general purpose grease you may be able to consolidate to one general purpose grease. If you are using three general purpose greases and a high temperature grease you can probably consolidate to two greases, one general purpose and one high temperature.)
Organization (A “lube room” or other dedicated covered storage area should be designated. Products should be well marked, possibly using a color-coded labelling system with corresponding application equipment for maximum organization.)
Environment (The storage environment is important. It should be clean, dry and out of direct sunlight. Contamination opportunities should be eliminated. Temperature should be maintained at 10oF (-12oC) to 85oF (30oC).
Optimization of Maintenance Services
Achieve and maintain the optimum steady state (The steady state is the “normal” operation for prevailing conditions. If the prevailing conditions are poor than the steady state of operation cannot be optimum. The goal is to create a set of safe machine operating conditions to reach and maintain the optimum steady state and the desired level of production at a controlled cost.)
Increased production opportunities (Optimized maintenance intervals may lead to potential increased production. When maintenance and machine operation are optimized, production time or speed may be increased resulting in higher output.)
Maximize production with low or no cost increase (There is a cost associated with optimization. However, once an operation is optimized to the steady state, the cost of operation is usually low and known. The benefit is maximized uptime and the opportunity for increased production.)
Maximize Equipment Uptime (Maximizing equipment uptime may lead to increased production. When maintenance and machine operation are optimized, production time or speed may be increased resulting in higher output.)
Increased production opportunities
Maximize production with low or no cost increase
Maximize Equipment Life Cycle
Maximizes Return On Investment for new equipment
Minimizes cost of ownership
Reduced part and components inventory (Fewer breakdowns and reduced abnormal wear results in extended component life and parts inventory requirements.)
Reduced maintenance costs (Fewer breakdowns and reduced abnormal wear results in reduced unscheduled maintenance tasks. Instead, your maintenance crew will spend most of their time in maintaining the steady-state, maximizing equipment life and contributing to increased output.)
Developing and implementing a lubrication program can be time-consuming and complex depending on the details of your operation. The best approach is to deal with those areas with the greatest potential impact on your operation. Once the process is in place, training and commitment will allow the program to run a minimum of effort and a high degree of measurable success. It becomes a habit. Staff training, management commitment and experience will result in continuous improvement and maximum benefit of the program.
